河北玻璃钢厂家,专业生产玻璃钢格栅、脱硫塔等!
联系我们
 全国服务热线:
全国服务热线:
17531807632
全国服务热线:
17531807632
玻璃钢格栅施工工艺?
在铺设前必须将路面可能影响玻璃钢格栅与底层结合的物质,如:油脂、油漆、封层料、污物等彻底清除干净,使铺设表面清洁干燥。
1、铺设玻璃钢格栅前,铺设底层需洒布粘层油。洒布标准乳化沥青按每平米0.7-1.0千克执行,在洒布后立即铺设湖北玻璃钢格栅。
2、铺设可由汽车(拖拉机)改装后或人工进行铺设。铺设后应由人工分段拉紧,使格栅纵、横向处于紧张状态,然后用轻型钢轮压路机碾压一至两遍,使之与路面完全结合。
3、玻璃钢格栅铺设时纵向搭接为20-30cm,横向搭接为8-10cm。每个纵向搭接均应由钢钉、铁皮进行固定,如因各种原因格栅与底层粘接不理想时,必须用钢钉、铁皮分段固定,分段长度一般为横向1m,纵向2-5m。
同时,在用钢轮压路机碾压时,钢轮压路机容易将玻璃钢格栅粘起来,因此,在碾压过程中一定要用压路机边碾压边随时洒水。
在铺沥青混合料时,由于气温较高等因素,摊铺机和运输车辆易把格栅带起,因此,铺沥青混合料时,可事先撒少量石屑。
在摊铺过程中,由于采用的是ABG525摊铺机,推力较大,带动格栅形成打叠,因此,应在摊铺机前由两人随时将打叠的玻璃钢格栅割开。
玻璃钢格栅生产工艺主要有三种类型:往复式纤维缠绕工艺、连续式纤维缠绕工艺以及离心浇注工艺。往复式纤维缠绕工艺(属于定长法):在这种工艺方法中,浸胶槽随转动的芯模作往复运动,长纤维玻璃丝以一定的斜角相对于芯模轴辅放,辅角(即缠绕角)受浸胶槽的移动速度和芯模转速之比控制,浸胶槽的平移运动由计算机化的机-电控制。缠绕层数逐渐增加,达到设计的壁厚为止。缠绕完成后,使制品中的树脂基本固化。固化后,从玻璃钢管中脱出芯模。
连续式纤维缠绕工艺(属于连续法) :该工艺是管子在运动中通过一个供给树脂预浸无捻粗纱,短切玻璃钢纤维和树脂砂混合物的供料站,管子是在芯模连续不断的前进中制成的。
离心浇注工艺(属于定长法) :在此工艺中,用切断的玻璃纤维增强材料和砂,喂入固定在轴承上的钢制模具中,在钢模一端注入加催化剂的不饱和树脂,使其浸渍增强材料,在离心力作用下,树脂置换出纤维及填料中的空气,从而制造出无孔隙的致密复合材料,由于离心力的作用管内壁形成一个平滑、光洁的富有树脂的内表面层,管材在较高温度下固化。用这种方法制造的管又称玻璃钢夹砂管。
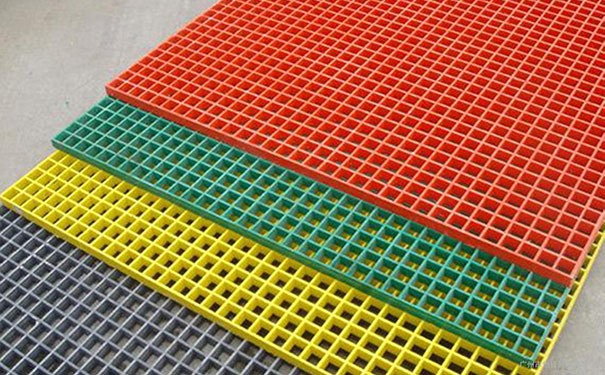
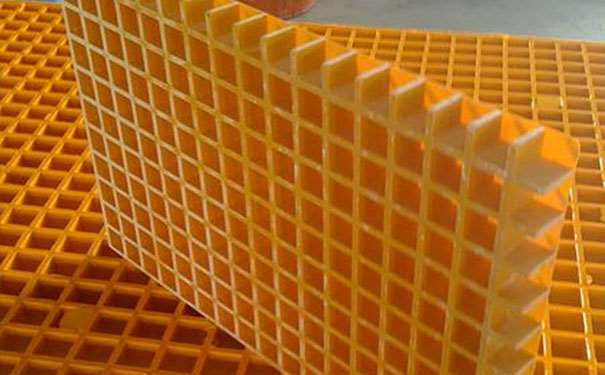
璃钢格栅通过玻璃纤维交错编织,树脂浇注整体模压而成,制作的带有许多规则分布的矩形、方形空格的玻璃钢格栅板材,具有双向同性的力学特征。可广泛应用于石油、化工电子、电力、纸业、印染、电镀、海洋勘探、污水处理等行业的工作平台、设备平台、钻井平台、走道等,是腐蚀环境中的理想产品,同时也适用于民用建筑设施上。