河北玻璃钢厂家,专业生产玻璃钢格栅、脱硫塔等!
联系我们
 全国服务热线:
全国服务热线:
17531807632
全国服务热线:
17531807632
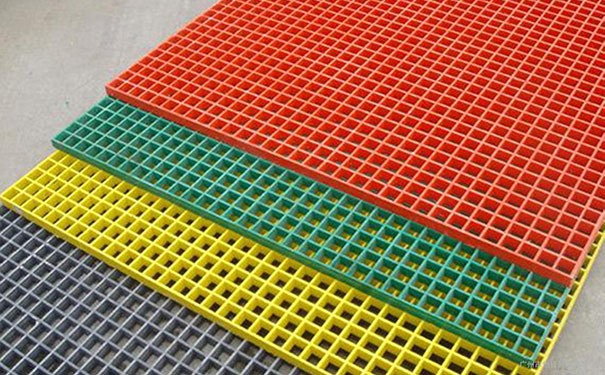
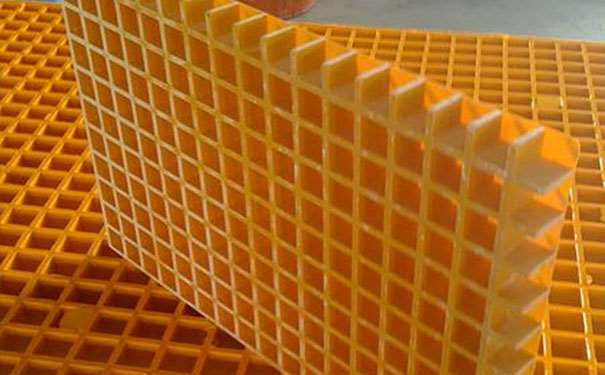
玻璃钢格栅:玻璃钢格栅,玻璃钢模具手糊成型工艺是先在模型上涂一层脱模剂,然后将配好的树脂混合料用刮刀或刷子涂刷到模型上,再在其上铺陈裁好的玻璃布或其它增强材料,用刮刀或毛刷迫使树脂浸入玻璃布,排出气泡,待树脂浸透增强材料后,再铺放第2层增强材料,如此反复涂刷树脂和铺放增强材料,直至达到所需要的设计层数,然后进行固化、脱模和修整。
二、玻璃钢模具原材料的选择
玻璃钢手糊成型模具的原材料主要是树脂、增强材料和辅助材料等。合理地选择原材料是保证产品质量,降低成本的重要环节。选择原材料时,必须满足以下条件:
①满足产品设计的性能要求;
②适应手糊成型工艺的特点;
③价格便宜,货源充分。
目前的原材料主要有:树脂、增强纤维(玻纤布、短切毡、表面毡)、胶衣、固化剂、促进剂、脱模剂、色料、增韧剂、填料(石英粉、金刚石粉、铸石粉、石棉粉)等。
1、树脂的选择:
选择手糊成型用的树脂品种十分重要,它直接关系到产品质量和生产工艺。因此,必须根据产品性能、使用条件及工艺要求确定树脂的品种。
⑴产品性能考虑,要注意:
①树脂固化收缩问题:应选用低收缩树脂。
②断裂延伸率:应选用延伸性好的树脂,提高玻璃钢开裂时的强度。
⑵从工艺角度考虑,树脂应满足:
①良好的浸润性。树脂对纤维的浸润是保证玻璃钢质量的一个重要因素,也是手糊工艺的先决条件。如浸润不好,不仅使玻璃钢制品成型困难,也会使树脂——纤维间出现气泡;
②适当的粘度。手糊成型时的树脂粘度过低,会出现流胶现象,粘度过大,又会使成型浸润困难;
③能在室温或低温下凝胶、固化,并要求固化时无低分子物产生;
④无毒或低毒;
⑤价格便宜,货源充足。
目前手糊成型工艺中最常用的树脂为不饱和聚酯树脂和环氧树脂,而酚醛树脂很少单独使用。
2、增强材料的选择:
纤维品种一般要根据使用条件和工艺设计来进行选择。
⑴从使用条件考虑,要考虑制品的使用温度、强度、韧性、比重、绝缘性等因素。
⑵从工艺角度考虑,要求其具有以下特性:
①易浸润性:容易被树脂浸透;
②铺覆变形性:在糊制形状复杂的产品时,要求玻璃纤维制品能适应模具形状的变化,有一定的变形性能。
目前常用的玻璃纤维制品,有无捻粗纱、短切纤维毡、表面毡、无捻粗纱布、复合增强材料等。
3、脱模剂的选择:
在生产玻璃钢制品过程中,为了防止制品与模具粘结,手糊成型前先在模具上涂一层起分离作用的物质——脱模剂。脱模剂的种类很多,分薄膜型、混合溶液型和油蜡型三种。
选择脱模剂时应考虑模具材料、树脂类型、固化温度、产品外型结构、生产周期、经济效益等多方面的因素。
4、胶衣树脂的选择:
胶衣树脂种类很多,一般是根据使用条件进行选择的。目前使用的胶衣树脂有聚酯类和乙烯基类等。